| 生产标准 | D-LD2000 |
|---|---|
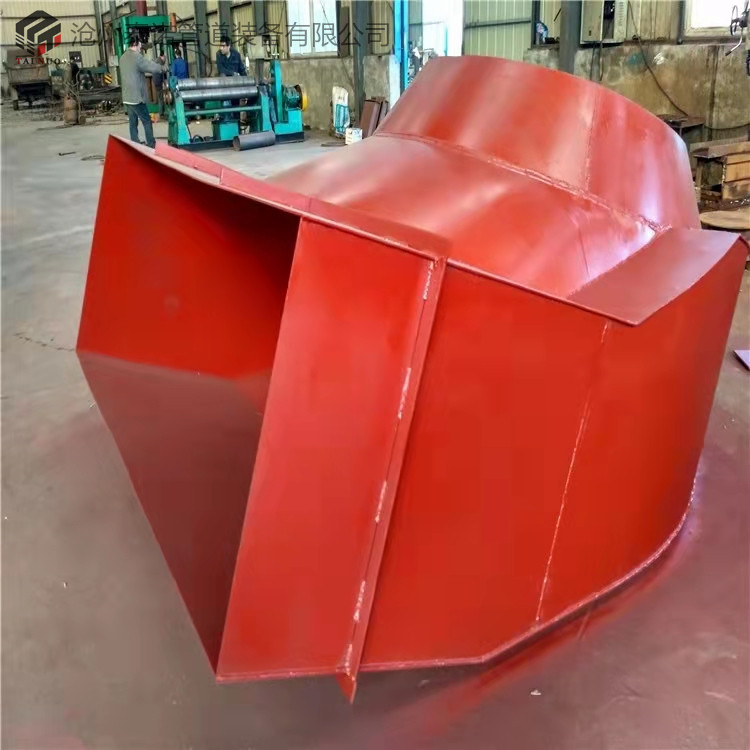
| 圆口直径 | 2210mm |
| 长度 | 4147mm |
| 高度 | 5195mm |
| 厚度 | 5mm |
| 表面处理 | 喷漆 |
| 带合格证 | 是 |
| 材质 | 碳钢 |
| 产地 | 河北沧州 |
| 用途 | 管道风机 |
| 品牌 | 泰诺 |
| 型号 | D-LD2000-23206(#22) |

风机进口风箱的结构工艺性:
要使风机进口风箱焊接后能达到各项技术要求,除了采用上述防止变形等措施以外,原材要注意合理设计风机进口风箱结构。为此,必须对风机进口风箱的结构工艺性有所了解。所谓风机进口风箱结构工艺性,是指所设计的风机进口风箱结构能确保焊接工艺过程顺利地进行,它主要包含以下内容:
(1)尽可能选用焊接性好的原材料
一般情况下,碳的质量分数小于0.25%的碳钢和碳的质量分数小于0.2%的低合金结构钢都具有良好的焊接性,应尽量选用它们作为焊接材料。而碳的质量分数大于0.5%的碳钢和碳的质量分数大于0.4%的合金钢,焊接性都比较差,一般不宜采用。另外,风机进口风箱结构应尽可能选用同一种材料的焊接。
(2)焊缝位置应便于焊接操作
在采用电弧焊或气焊进行焊接,时焊条或焊枪、焊丝必须有一定的操作空间。风机进口风箱结构,风机进口风箱是无法按合理倾斜角度伸到焊接接头处的。在埋弧焊时,因为在焊接接头处要堆放一定厚度的颗粒状焊剂,所以风机进口风箱结构的焊缝周围应有堆放焊剂的位置。
(3)焊缝应尽量均匀、对称,避免密集、交叉焊缝均匀、对称可防止因焊接应力分布不对称而产生变形,避免焊缝交叉和过于密集可防止风机进口风箱局部热量过于集中而引起较大的焊接应,
(4)焊缝位置应避免应力集中,由于焊接接头处塑性和韧性较差,又有较大的焊接应力,如果此处又有应力集中现象,则很容易产生裂纹。
(5)焊接元件应尽量选用型材
在焊接结构中,常常是将各个焊接元件组焊在一起。如果能合理选用型材**可以简化焊接工艺过程,有效地防止焊接变形。