




| 别名 | 巴氏合金 |
|---|---|
| 规格 | 系列 |
| 外形尺寸 | 250*25*30 |
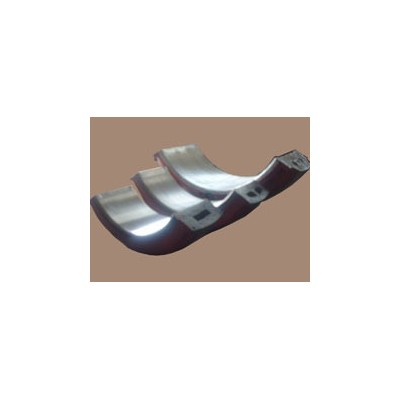
| 用途 | 巴氏合金是一种轴承材料,是**适合于低硬度,轴转动的材料,与其他合金相比,具有更好的适应性和压入性 |
| 重量 | 0.003 |
| 品牌 | 中冶 |
| 型号 | 系列 |
| 加工定制 | 是 |
巴氏合金轴瓦的焊接修复(下)
3轴瓦焊接修复过程
3.1预热
选用的焊炬型号为H01-6,1号喷嘴。轴瓦表面处理之后,如果其温度降低过多,要将它加热至150~180℃,并放置在电炉上,以减缓其在焊接修复时的冷却速度,这时要注意防止已处理过的轴瓦表面再污染。
3.2焊接修复工艺参数
**压力为0.02 MPa,中性火焰,焊接速度5~8 cm/min,一次焊道宽8~10 mm,厚3~4 mm,施焊2~3层,焊接层间温度大于150℃。轴瓦壳体暴露部分清洗之后,应先在底层钎接。钎接温度为180~200℃,钎接层厚0.5~1.0 mm,钎剂为30%**溶液。
3.3焊接操作要点
(1)采用平位焊接,左向焊法,焊接时焊炬、焊丝作锯齿形摆动,与工件夹角要比焊接碳钢材料略小,为30°。填丝时,焊丝不能脱离熔池。
(2)巴氏合金的熔点较低,底层钎接时,钎接温度不要过高,否则非钎接部位的巴
