



表面处理:其他
起订:66公斤
供应:666667000公斤
发货:30天内
| 标准编号 | 0 |
|---|---|
| 表面处理 | 其他 |
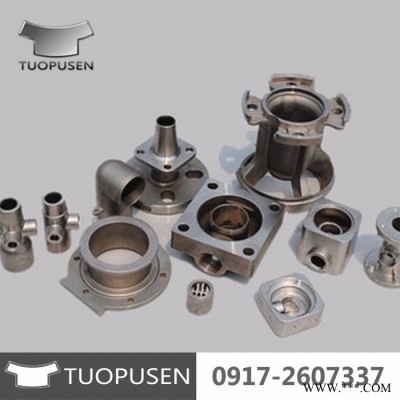
| 材质 | TC4 |
| 产地 | 中国 |
| 公称直径 | 60 |
| 类别 | 开口挡圈 |
| 外径 | 60 |
| 性质 | 耐腐蚀 |
| 应用范围 | 机械工业用紧固件 |
| 样品或现货 | 样品 |
| 标准类型 | 国标 |
| 贸易属性 | 内外贸 |
| 品牌 | TPS |
| 型号 | 0 |
| 加工定制 | 是 |
| 材料等级 | 其他 |



钛在熔融状态下非常活泼,长期以来未能找到适合的熔铸方法与造型材料,致使铸钛落后于变形钛合金20多年。1956~1962年美国贝尔(Beal)等开发出真空自耗电弧凝壳熔铸技术,使钛铸件正式进入工业生产。20世纪70年代,开始应用于航空航天领域。从70年代以后,钛合金大型薄壁精密铸造技术得到开发与应用。在其材料使用性能接近或等于航空钛锻件的前提下,成本降低50%左右,因而铸钛技术得到快速发展。预期在不久的将来,它将取得和变形钛合金同等重要的地位。
熔铸设备真空自耗电弧凝壳炉是生产钛铸件的主要设备,它的原理是:在炉体内,采用钛材料铸锭或锻棒作为母材料电极(负极),水冷铜坩埚充当正极,在真空气氛下,输入低压(25~40V)大电流,两极接近起弧后,熔化钛材料自耗电极端部,滴入坩埚内,形成熔池。在水冷作用下,铜坩埚壁与熔池间形成一层凝壳,保护坩埚不受侵蚀,钛液不受污染。当坩埚内熔池增长至足够量时,停电断弧,快速提升电极,翻转坩埚,将熔融钛水注入静置的或离心转动的铸型中。凝壳炉的优点是,生产效率高,合金成分控制良好。缺点是金属过热度低,需要快速浇注和设备较大的浇注系统。中国**大的凝壳炉的浇注量是500kg。美国、前苏联均有1000kg左右的炉子。其他处于试验研究阶段的钛熔铸方法有电子束、等离子和冷壁坩埚感应熔铸法等。
造型方法包括石墨型铸造和熔模精密铸造。
石墨型铸造?石墨型是生产民用钛铸件的主要造型工艺。又分加工石墨型和石墨捣实型。加工石墨型是用**人造石墨块手工或机械加工而成,根据铸型复杂程度,可采用多活块组合,这种铸型可多次使用。石墨捣实型是由人造石墨砂料和碳质有机粘结剂碾混成混合料后,在木模或金属模砂箱中,用手工或造型机械造型而成。造好的石墨砂型,经低温烘烤干燥固化后,在干散石墨粉覆盖下,或在非氧化气氛保护下,进行高温焙烧。制作好铸型组合后,即可装炉浇铸。生产质量要求严格的航空铸件,其加工型和捣实型在浇铸前均需进行真空除气处理。
联系电话:0917-2607337


