额定压力:18
重量:800kg
起订:1台
供应:100台
| 额定压力 | 18 |
|---|---|
| 重量 | 800kg |
| 油箱容量 | 100 |
| 柱数 | 四柱 |
| 品牌 | 中液 |
| 型号 | YQ32 |
| 加工定制 | 是 |
| 额定排量 | 4 |
2T三梁四柱液压机 | |
公称压力 | 20KN |
系统压力 | 16Mpa |
油缸行程 | 350mm |
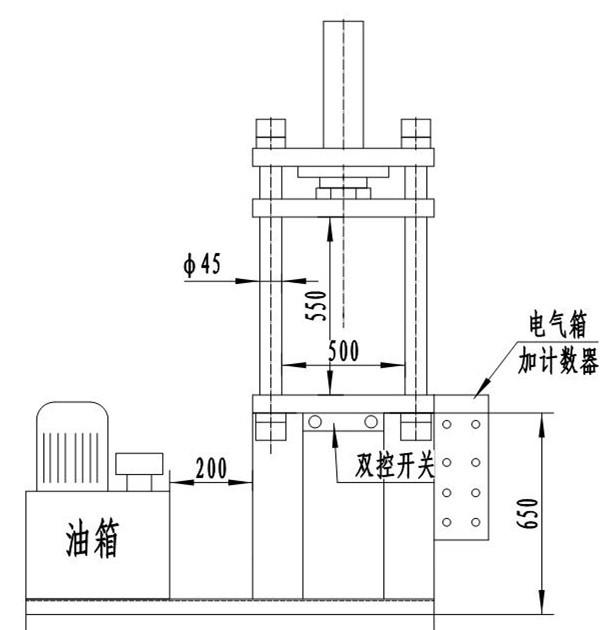
**大开口高度 | 550mm |
工作台有效面积 | 500mm×480mm |
油缸内径 | 40mm |
活塞杆径 | 25mm |
电机功率 | 1.5kw |
油泵排量 | 4ml/r |
立柱直径 | 45mm |
下降速度 | 77mm/s |
回程速度 | 102mm/s |
工作台离地高度 | 650mm |
序号 | 故障现象 | 原因 | 消除方法 |
1 | 动作失灵 | 1. 电气接线不牢或接错。2. 油箱注油不足。3. 系统建立不起压力。 | 1. 检查电路。 2. 加油至油标位置。 3. 拆开部分插装阀清洗。 |
2 | 滑块爬行 | 1. 系统内积存空气或油泵吸油口进气。2. 精度调整不当和立柱缺润滑油。1. 检查吸油管是否进气。然后多次上下运行并加压排出空气。2. 立柱油杯加油或重新调整精度。 | |
3 | 滑块慢速下行压力过大 | 1. 支承压力过大。 2. 液控单向阀(下块)活塞阀芯卡死。 | 1. 调整支承压力,使慢速下行时**大压边力不超过2MPa。2. 配研修复。 |
4 | 停车后滑块下滑严重 | 1. 缸口密封圈渗漏。 2. 下块液控单向阀及阀板渗漏。 | 1. 观察缸口,发现漏油应更换。2. 检查阀口并配研。 |
5 | 压力表指针摆动厉害 | 1. 压力表开关调整一得当。 2. 压力表损坏 | 1. 调整(减小开启量)。2. 更换压力表。 |
6 | 高压行程速度不够,起压慢 | 1. 充液不良。 2. 泵磨损或烧伤。 3. 系统内漏严重。 | 1. 检查其密封性能。2. 若泵的回油口漏损量大于4升/小时应拆下检查。3. 首先检查各部密封圈是否损坏。 |
7 | 保压时压力降太快 | 1. 参与保压的各阀口不严或管路漏油。 2. 缸内密封圈损坏。 | 1. 检查充液阀、上块的液控单向阀,配研阀口,更换密封圈。2. 更换密封圈。 |
正确使用机器设备,认真执行维护和保养和遵守安全操作是延长设备使用寿命、保证安全生产的必要条件。因此,应首先熟悉机器的结构性能和操作程序,掌握其特性。根据一般使用情况提供维护保养及安全操作的几点规定,供用户参考,
1. 维护保养
(1) 工作用油液推荐采用30#液压油。若选用机油或透平油时,应根据温度而定:室温低于20℃时,可用20#机油或22#透平油。室温高于30℃时,可选用30#。使用油温应在15℃至60℃范围内。
(2) 油液应进行严格的过滤后才允许加入油箱,油箱内注油量不应低于油标,充液筒内也应加至油标位置。
(3) 工作油液每半年更换一次,其中**次更换时间不应超过两个月。(油的新牌号为N32、N46普通液压油,也可以用N32、N46机械油代用。)
(4) 立柱及柱塞外露部分应经常喷注机油,每次工作前应喷注一次。
(5) 公称力下,集中载荷**大允许偏心50mm。偏心过大易使立柱拉伤或出现其它不良现象。
(6) 每半年检查、校正一次压力表。
(7) 机器较长时间停用时,应将各加工表面擦洗干净,并涂以防锈油。
2. 安全操作规程
(1) 不了解机器结构性能,操作程序者不应擅自开动机器。
(2) 机器在工作过程中,不应进行检修和调整模具。
(3) 当机器发现严重漏油或其它 不政党状态时(如动作不可靠、噪音过大、振动等),应停车分析原因,排除故障,不得带病运转。
(4) 不得超负荷及超过**大偏心距使用。
(5) 严禁超过滑块的**大行程。模具闭合高度应不小于450mm。
(6) 电气设备必须牢固可靠。
(7) 当滑块在下行工位时,如滑块停止不下行而上腔又起压,应立即停车!检查主缸下块的液控单向阀及阀板的安全阀是否灵活可靠。
机器外形示意图: