













| 是否含油 | 不限 |
|---|---|
| 外径D | 不限 |
| 内径d | 无 |
| 标准编号 | 无 |
| 滚动体类型 | 无 |
| 重量 | 0-50吨 |
| 厚度 | 不限 |
| 材质 | 高碳钢、高合金钢 |
| 滚道类型 | 直线滚道 |
| 滚动体列数 | 多列 |
| 是否自动调心 | 调心 |
| 样品或现货 | 现货 |
| 是否带偏心套 | 否 |
| 使用特性 | 耐磨,冶金结合 |
| 是否进口 | 非进口 |
| 用途 | 轧机 |
| 体积规格 | 重大型 |
| 是否标准件 | 非标准件 |
| 载荷方向 | 二者皆可 |
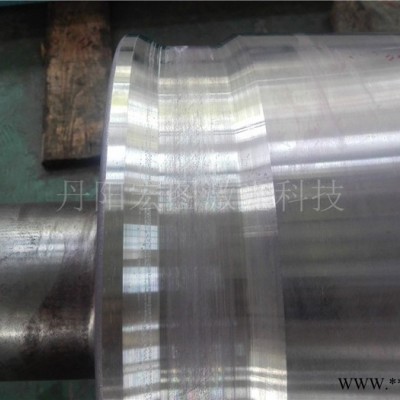
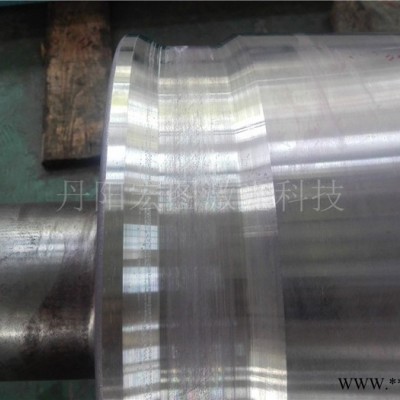
轧辊作为轧机的关键备品备件,在轧钢过程中消耗量大。轧辊质量直接影响轧机的工作效率、轧制产品的质量和产量、轧辊的消耗等。轧辊修复技术面临着挑战和创新。普通堆焊技术有变形大,堆焊过程中会破坏原基体的组织状态等问题,所以会有很多局限性。激光有它独特的激光光源可以为各种轧机用辊修复。
目前,轧辊激光修复领域已逐渐扩大到灰铁、球铁、碳钢、合金铸钢、合金锻钢、高碳半钢等不同材质的轧辊;利用激光对轧辊的修复不单单应用在磨损修复上,我公司采用独特的工艺可以对轧辊辊身或辊颈的疲劳裂纹、热处理裂纹进行修复**深修复厚度达到50mm。修复后表面硬度一次到位,达到用户或图纸技术要求,无裂纹气孔等缺陷。
激光修复是利用激光高功率密度光束,由激光加工系统在数控控制下,在基体表面指定部位形成一层很薄的微熔层,同时以预置或同步的方式添加特定成分的自熔合金粉,如镍基、钴基和铁基合金等,使它们以熔融状态均匀地铺展在零件表层并达到预定厚度,与微熔的基体金属材料形成良好的冶金结合,并且相互间只有很小的稀释度,在随后的快速凝固过程中,在零件表面形成与基体完全不同的,具有预定特殊性能的功能熔覆材料层,从而可以完全改变材料表面性能,可以使价廉的材料表面获得极高的耐磨性、耐蚀、耐高温等性能。该工艺可以修复材料表面的孔洞和裂纹,可以恢复已磨损零件的几何尺寸和性能。
空心辊的材料为50号钢,在辊身表面要求淬火,硬度75-80HSD。两端轴颈为焊接,在外圆加工后发现焊接处有周向裂纹,裂纹深度8mm,宽度 80mm。采用激光修复的工艺对裂纹处进行修复处理。修复前通过机械加工的方式清除裂纹,然后激光堆焊,表面达到无裂纹、气孔等缺陷,硬度一次到位,无需 二次热处理,并且保证不影响未焊部位的硬度。
激光熔覆(修复)的特点:
1.冷却速度快(高达106℃/s),属于快速凝固过程,容易得到细晶组织或产生平衡态所无法得到的新相,如非稳相、非晶态等。
2.涂层稀释率小于5%,与基体呈牢固的冶金结合或界面扩散结合,获得涂层成分和稀释度可控的良好熔覆层;
3.采用高功率密度快速熔覆,热输入、热影响区和畸变较小,可降低到零件的装配公差内。
4.粉末选择几乎没有任何限制,可以在低熔点金属表面熔敷高熔点合金;
5.熔覆层的厚度及硬度范围大,可以熔覆厚度20毫米以内,18-60HRC硬度范围熔覆层 ;
7.工艺过程采用数控控制,光束瞄准可以使难以接近的区域熔覆,自动化操作,方便、灵活,可控性强;